Skjutmått
En skjutmått är ett handmätningsverktyg konstruerat för att mäta avstånd och möjliggör mätning av både yttre och inre mått samt djup. Vanligtvis har ett skjutmått en mätprecision på mellan 0,1–0,02 millimeter. Vanliga föremål som mäts med skjutmått inkluderar vinkelräta avstånd, yttre och inre diametrar på objekt, håldjup eller axellängder. Skjutmått används flitigt inom många områden såsom metalindustri, träbearbetning, vetenskap och medicin.
Vid mätning med ett skjutmått utrustat med analog nonieskala placeras det som ska mätas mellan skjutmåttets mätklor, och resultatet läses av från skalan som visar hela millimetrar, medan en separat nonieskala visar tiondelar av millimeter (0,1 mm). Det finns även skjutmått utrustade med urtavla där avläsningen görs från det läge som visar sig med visaren på urtavlan.
Moderna digitala skjutmått är lätta att avläsa och ger mätresultat med en noggrannhet på hundradels millimeter (0,01 mm). Vid användning av skjutmått bör man dock alltid ta hänsyn till mätverktygets uppgivna precision och mätares osäkerhetsfaktorer, exempelvis angående mätkraft, så ett tillförlitligt resultat kan inte garanteras med digitala skjutmått på 0,01 mm noggrannhet. I verkstäder är digitala skjutmått ofta IP67-klassade, vilket innebär att de är helt dammtäta och klarar nedsänkning i vatten upp till 30 minuter mellan minst 15 cm till maxdjup 1 meter. Tack vare IP67-klassningen kan skjutmått också användas i miljöer där exponering för kylvätska eller smörjmedel inte kan undvikas. Moderna digitala skjutmått har ofta även trådlös dataöverföring, vilket underlättar skapandet av mätprotokoll, till exempel i ett Excel-baserat mätrapport.
Skjutmått är det vanligaste mätverktyget i verkstadsmiljö och anses generellt som en del av en maskinoperatörs personliga verktyg. De vanligaste skjutmåtten har ett mätområde under 200 mm, men skjutmått som mäter flera meter finns också. Det finns olika varianter, såsom djupmått, gängmått, spårmått, och de finns med olika kloalternativ för olika tillämpningar, såsom mätning av rörväggstjocklek, invändiga spårdiametrar etc.
Skjutmåttets klor och mätspetsars skick kan kontrolleras genom att sluta mätklorna mot varandra och hålla dem mot ljuset – syns inget ljus mellan mätplanen är skjutmåttet i gott skick. Vid användning av nonieskala ska man även kontrollera att skalan visar noll vid stängda klor. Mätläppen i änden av skjutmåttet kontrolleras genom att se till att den ligger i nivå med skjutmåttets stomme när klorna är stängda.
Underhåll av skjutmåttets skenor och mätplan bör göras före varje användning genom att torka av damm och smuts med en mjuk, torr trasa. Efter användning rengörs skjutmåttet från olja och vatten, och smörjs lätt. Skjutmått ska inte förvaras i direkt solljus, vid extrema temperaturer eller i fuktig miljö. Klorna på skjutmåttet ska inte vara helt stängda under förvaring.
Skjutmått bör hanteras varsamt för att undvika skador på de vassa mätspetsarna. Identifieringsnummer eller andra märkningar ska inte graveras med gravyrverktyg på skjutmåttet.
Delar av ett skjutmått
Delarna på ett analogt skjutmått med nonieskala är:
- Stomme
- Slid
- Fast klo
- Rörlig klo
- Invändiga mätspetsar
- Djupmåtttunga
- Huvudskala
- Nonieskala
- Låsskruv
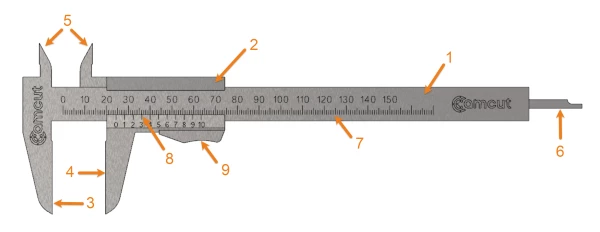
Dessutom kan skjutmått även ha olika mäthuvuden, tum-kalibrerade skalor eller en låsskruv. Digitala skjutmått har samma delar förutom skalorna, som istället ersätts av en digital display.
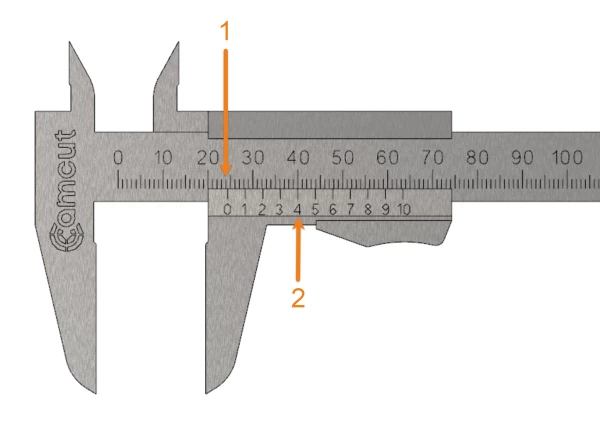
Avläsning av ett skjutmått
Avläsning av ett analogt skjutmått görs med hjälp av huvudskalan och nonieskalan. Först läser du av hela millimeter från huvudskalan där nonieskalans nollinje möter huvudskalan (1). Därefter läser du av tiondels millimeter från den punkt där en linje på nonieskalan ligger i linje med en linje på huvudskalan (2). Mätresultatet får du genom att lägga ihop hela millimeter och tiondels millimeter. Hela millimeter 24 + tiondels millimeter 0,4 = 24,4 mm.
Olika typer av mätfel kan uppstå vid användning av skjutmått, exempelvis för stor mätkraft, värmeutvidgning till följd av temperaturskillnader mellan skjutmåttet och arbetsstycket, parallaxfel vid nonieskale-skjutmått samt att de inre mäthakarnas tjocklek kan påverka mätningen av små håldiametrar. Fel kan även tillkomma om man mäter ett föremål längst in eller ytterst i käftarna.
Vid mätning med manuella skjutmått med nonieskala är det viktigt att säkerställa att skjutmåttet hålls vinkelrätt mot det som mäts. Om nonieskalan läses av i vinkel kan ett avläsningsfel uppstå på grund av det parallaxfel som orsakas av höjdskillnaden mellan huvud- och nonieskalan.
För invändiga mätningar bör de inre mäthuvudena föras in så djupt som möjligt och det största avlästa värdet noteras. Vid djupmätning noteras istället det minsta värdet under mätningen.
Mätfel kan även uppstå om den rörliga käften lutar i förhållande till den fasta käften till följd av skjutmåttets rakhetsfel eller för hög mätkraft. Skjutmått är vanligtvis tillverkade av rostfritt stål, så det är viktigt att komma ihåg att när man mäter andra material än stål så skiljer sig skjutmåttets värmeutvidgningskoefficient från det material som mäts.