What’s new in Walter Tools 2026-1 product innovations for machining?

Walter Tools is launching new tools and extensions specifically for the machining needs of series production. The new products cover turning, drilling, threading, milling, and toolholding. Their development has focused on chip control, ease of use, and reliable performance in different production environments.
As the official Walter Tools distributor, Camcut is making the new products available in its online store, which provides real-time stock availability, customer-specific pricing, comprehensive product information, and downloadable 3D models for CAM programming. Below, we review the key innovations and their application areas in practical machining.
New turning insert grades for machining ISO M materials
Walter is expanding its range of turning tools with new Tiger·tec® Gold grades WMP20G and WMP30G, designed for turning bright steels in the ISO M material group. These grades are suitable for a wide range of austenitic, ferritic, martensitic, and duplex stainless steels, where machinability varies and cutting conditions are often challenging.
The carbide microstructure of the new turning insert grades has been designed to balance substrate toughness and cutting-edge wear resistance. In practice, this means the indexable insert withstands interrupted cutting, notch wear and edge chipping even better, while still maintaining good wear resistance in continuous cutting. Walter Tools’ patented multilayer Tiger·tec® Gold CVD coating supports this by improving resistance to both flank wear and crater wear.

WMP20G serves as a general-purpose grade, especially for austenitic and duplex steels where built-up edge, work hardening, and continuous cutting are common. It is well suited for stable turning where good surface finish and even wear are required. The tougher WMP30G is aimed at heavier and more interrupted cutting conditions, such as welded parts, castings, and other uneven surfaces. It is particularly suitable for ferritic and martensitic stainless steels and for situations where the cutting edge is subject to impacts and the tool load fluctuates.
The new RM7 geometry has been developed for medium and heavy roughing. Its reinforced cutting edge improves durability in uneven and impact-prone conditions, and the geometry is typically suitable for depths of cut around 1.0–8.0 mm and feeds of 0.25–0.85 mm/rev. This enables efficient material removal and controlled chip formation even in demanding applications.
Extensions to the patented Groov·tec™ GD system
Walter is expanding its Groov·tec™ GD grooving system with new toolholders and insert options aimed at more stable and better controlled groove turning. The system’s patented double-sided serration on the GD26 insert increases the contact area between the insert and holder, improving clamping rigidity and reducing insert movement during cutting, especially under demanding conditions.
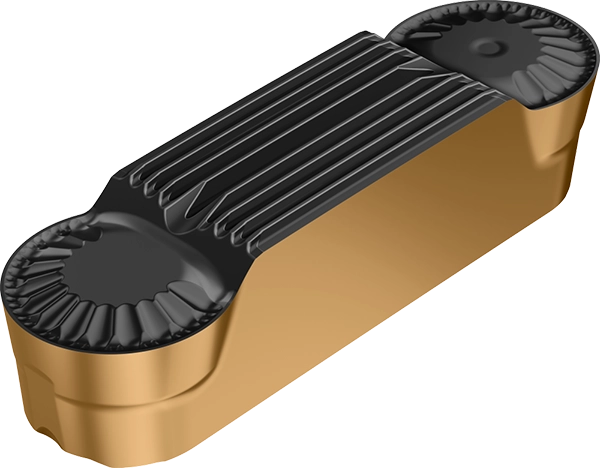
The Groov·tec™ GD range covers axial and radial grooving, parting-off, and internal grooving applications. The portfolio has been expanded with new holders, geometries, and sizes, including 8 mm inserts for heavier-duty applications. The system is suitable wherever reliable chip control and consistent groove and parting quality are required.
Solutions for Swiss-type automatic lathes and micro turning
The tangential WT26 system designed for Swiss-type automatic lathes is being expanded to cover a broader range of turning, grooving, and threading applications. Compatibility of different insert types with the same toolholder simplifies tool management and reduces setup times. Precision-ground inserts support stable cutting and consistent surface quality, even on small diameters. WT26 tools utilize a unique 3D-printed coolant nozzle whose channel geometry is optimized for efficient and precisely targeted coolant delivery directly to the cutting zone.
Turning toolholders designed for ISO-standard insert geometries make use of the side-clamping SmartLock solution known from Walter DX18 grooving tools. The insert can be changed without removing the holder in Swiss-type automatic lathes, speeding up insert changes and improving machine utilization. The solid design of the turning toolholder increases rigidity and improves repeatability, especially in series production. The tools feature three coolant channels, providing both top and bottom coolant directly to the cutting process. This improves chip breaking, facilitates chip evacuation, and reduces thermal load, particularly when using high-pressure coolant. The new ISO-standard Swiss turning holders are available in 12×12 mm and 16×16 mm shank sizes for CN..12, DN..11, and WN..06 ISO inserts.

The WB system, designed for internal micro turning, is being expanded to cover turning at extremely small diameters, down to 0.3 mm. New toolholders have also been introduced for WB micro turning shanks: the through-coolant W4280 enables effective cooling directly in the cutting zone, while the W4291 holder with clamping sleeve and adjustable through-coolant channels allows coolant distribution to be tailored to the selected application. The W4282 holder is designed for tools under 2 mm. Its eccentric design allows effective coolant guidance directly to the cutting edge, even with very small tools. At the same time, the design reduces runout caused by orientation errors relative to the turning center, improving tool setup in the machine and increasing accuracy and repeatability when turning small geometries. All WB holders also feature a positioning solution for precise shank alignment, ensuring repeatable WB tool orientation in the holder.

Extensions to the Drion·tec® E-Peak D5150 exchangeable-tip drilling system
The advanced Drion·tec® E-Peak D5150 exchangeable-tip drill introduced in fall 2025 is being expanded to cover diameters Ø9.00–17.99 mm and drilling depths of 3xD, 5xD, and 8xD. The D5150 is based on a single drill point geometry suitable for multiple material groups. A rigid body design, optimized flute geometry, and precise drill tip interface support stable drilling even at higher feeds and greater depths.
The exchangeable-tip design is particularly beneficial where carbide prices significantly impact drilling tool costs. The worn drill tip can be replaced without renewing the entire tool, improving cost control.
Solutions for solid-carbide milling in demanding materials
The new Xill·tec™ Aero series MC331 and MC333 end mills are designed for general-purpose use in various material groups, with a particular focus on demanding machining of ISO M and ISO S materials, such as aerospace applications. A light-cutting geometry and optimized flute design enable high feeds and efficient material removal in both slot and dynamic milling. The Xill·tec™ Aero series is available in 5- and 7-flute versions, with chip breakers (MC333) or without (MC331). Unequally spaced cutting edges reduce vibration and improve process stability, extending tool life.
The WK40EA coating used on these tools is a fine-structured, wear-resistant ACN coating that supports tool performance especially in demanding materials and at high cutting speeds.

For machining hardened steels and other difficult-to-cut materials, Walter is introducing new ISO H series mills such as the MD480, MD780, and MD880 models. These tools emphasize wear resistance, a stable cutting process, and good surface quality, especially for finishing.
The MD480 series radius mills are suitable for precise copy milling on complex 3D surfaces. The through-coolant MD780 orbital drill-mill is designed for helical interpolation milling to open up holes and pocket geometries. The conical MD880 segment radius mills are available in 4- and 8-flute versions and are particularly suited for fast finishing of 3D surfaces in 5-axis machining.
The WB10TS grade used in these tools is based on a TiAlSiN HiPIMS coating optimized for machining ISO H materials in the 48–65 HRC hardness range. The coating provides high wear resistance and uniform wear, improving process reliability in demanding applications.

New Xtra·tec® S3 high-feed roughing mill
The Xtra·tec® S3 series M6420 mill is designed for high-feed roughing, combining high metal removal rates with a stable process. The S3 name refers to the tool’s key characteristics: Stability, Supply (coolant and cutting fluid management), and Strength. Quad-edged, double-sided inserts improve cost efficiency, and their design enables depths of cut up to 2 mm and tooth feeds up to 3 mm. A newly developed flute design, for which a patent has been applied, together with edge-supporting corner solutions, reduces deflection and improves chip control at high feeds.
The cutter body design focuses on cooling and chip evacuation. Up to three optimized coolant channels per insert position allow coolant to be directed efficiently straight into the cutting process and increase flow by up to around 48%, improving thermal management and tool life. At the same time, a larger contact area between insert and body enhances stability.

New ConeFit adapters for ER systems
Walter is expanding its ConeFit toolholding system with new AB771 adapters designed for direct use in ER collet systems, without a separate collet. This simplifies the assembly and reduces potential play and runout in the clamping. Due to the wide use of ER systems, the adapters are an easy-to-adopt solution in different machine tool environments, such as driven tools on lathes. The new AB771 ConeFit adapter is available in ER16–ER32 sizes and is suitable for internal high-pressure coolant up to 80 bar.
The modular ConeFit system allows different milling heads to be used with the same adapter. Because the replaceable cutting head can be changed reliably directly in the machine without re-measuring the tool, setup times are shortened and series production runs more smoothly. The modular concept based on exchangeable milling heads provides a cost-efficient solution to counter rising tool prices caused by increasing carbide costs.

New solutions support production development
Walter’s 2026-1 product innovations are designed especially for the needs of series production, where consistent cutting and process control at higher machining parameters are critical. Modular and compatible tool solutions allow the same system to be used in multiple applications, reducing the total number of tools and simplifying tool management.
Camcut’s specialists can help in selecting suitable tooling solutions and developing machining processes based on real production needs. You can find more information about the new products on Camcut’s website, and you can also contact our experts directly. Together, we can assess which of the new innovations will best support improving productivity for your specific requirements.